Welcome: Sino Seiko Co., Limited
Language:
 ∷
∷

∷
 ∷
∷
Tool life and processing efficiency are the main performance indicators of metal bond diamond grinding wheels. As far as the influencing factors are concerned, the strength of the metal bond to the diamond abrasive is a key factor affecting the life of the tool. It is an important obstacle to improve the processing efficiency when the metal bond diamond wheel is difficult to repair and sharpen.
In this paper, on the basis of reviewing the progress of metal bond agent on the enhancement of diamond abrasive holding ability and the improvement of grinding wheel dressing and sharpening ability, the results of high temperature brazing technology application and grinding wheel topography optimization research are introduced, and high temperature brazing technology is proposed as the core combination. Innovative manufacturing of grinding wheel design ideas for the replacement of metal bond superhard abrasive tools.
1 bonding agent enhances abrasive holding ability
In the manufacture of the traditional metal bond diamond sintered grinding wheel, two kinds of technological measures are mainly adopted to achieve the enhancement of the abrasive holding ability. First, adding active Ti(TiH2), Cr, rare earth elements, etc. directly to the sintering raw material, and secondly, by metallizing the surface of the diamond, plating the active metal such as Ti or Cr or the alloy plating layer on the surface of the abrasive, and passing them at high temperature. The reaction and diffusion with the diamond abrasive and the metal bond during the sintering process form a chemical metallurgical bond between the abrasive and the metal bond, and improve the ability of the metal bond to control the abrasive. Although different researchers used different metal bond formulations, the measured test data were different, but the test conclusions were basically the same, that is, these process measures can improve the holding strength of the bond to the abrasive.
In the study of its enhancement mechanism, most researchers have observed the imbalance of active elements distribution in metal bond by a variety of microscopic analysis methods, that is, the enrichment of active elements in the micro-area around the diamond, and the increase in distance from the diamond surface. Large, the content of active elements decreased sharply, and the phase analysis by X-ray diffraction also detected the presence of carbides formed by active elements. It is inferred that these active elements chemically react with diamond to form carbides, through which these carbides act as a transition layer, improve the wetting of the diamond abrasive by the metal bond, and form a chemical metallurgical bond between the diamond abrasive and the metal bond. Although this is a relatively common view at present, it is only an inference that the carbide transition layer of the diamond surface and its structural form are not actually observed.
2 grinding wheel dressing and sharpening ability improvement
The metal bond diamond sintered grinding wheel is compact, and in order to pursue high holding power of the abrasive in its manufacture, its density is generally used as an important indicator to measure the quality of the grinding wheel. Due to the high densification of the metal bond diamond grinding wheel, it is difficult to shape and sharpen after use and after wear.
Compared with the ELID online dressing technology and the laser trimming technology developed in recent years, if the grinding wheel itself is used to improve the trimming and sharpening ability of the metal bond diamond grinding wheel, it is obviously more effective.
Researchers in China have proposed to control the metal bond formulation to match the wear rate of the diamond abrasive to ensure proper wear of the bond during the grinding process, and the new abrasive particles are continuously exposed to obtain the self-sharpening ability of the grinding wheel. Due to the diversity of processed materials and diamond grades and the limited range of metal bond modifiers, this process has limitations in application.
In order to improve the repairing and sharpening ability of metal bond diamond grinding wheel, Japan T.Tanaka proposed an innovative idea and tried to develop a new type of grinding wheel - porous metal bond diamond grinding wheel. The pore structure of the porous ceramic bond grinding wheel is introduced into the metal bond grinding wheel to obtain the advantages that the abrasive is easy to blade and the trimming is convenient. The introduction and practice of this innovative idea broadened the research field of diamond abrasive manufacturing. Later, through the work of H. Tomino and SHTruong in Japan, the company developed electric conduction sintering, hot isostatic pressing sintering, vacuum sintering and the like. The manufacturing method and its manufacturing process, porosity control and grinding performance were studied, and the new grinding wheel was further understood.
First of all, the advantages of the grinding wheel of this type of grinding wheel and the easy grinding and dressing of the grinding wheel have been fully affirmed and recognized by the researchers. This is due to the inherent advantages of its structural structure similar to the porous ceramic bond grinding wheel, and also solves the problem that the dense metal bond diamond grinding wheel cannot be trimmed by conventional shaping methods. It is particularly noteworthy that the introduction of pores into the metal bond diamond grinding wheel not only improves the dressing and sharpening ability of the grinding wheel, but also expands the chip space of the grinding wheel, which is the basis for the improved performance of the new type of diamond grinding wheel.
Secondly, in the experimental study of the grinding wheel used in precision grinding, the following characteristics are exhibited: the relationship between the grinding ratio and the porosity is extremely extreme, and the grinding ratio is about 25%, the grinding ratio is the largest, and the grinding specific energy As the porosity increases, the porosity is reduced to 25%, the grinding specific energy decreases, and the improvement of the bond strength and the brittleness of the binder contribute to the improvement of the workpiece removal amount.
3 high temperature brazing technology application
The high-temperature brazed diamond single-layer grinding wheel fundamentally improves the bonding strength between the abrasive and the bonding agent, and is generally considered to be a replacement product of the single-layer electroplated diamond grinding wheel. In the mid-to-late 1990s, we took the lead in conducting extensive research on this technology. The main process used was to add Cr powder with active Ni-Cr alloy or Ag-Cu alloy, and to manufacture a single layer by high temperature brazing process. Brazed diamond abrasive wheel. Studies have shown that the interface bonding strength provided by high temperature brazing is so high that it is only necessary to maintain the thickness of the bonding layer at a low level of 20% to 30% of the abrasive grain height, which is sufficient for high-speed and high-efficiency grinding of large loads. Hold the abrasive particles firmly. The tools developed have excellent performance and are processed in the processing of sawing and drilling of armored composite sheets (thickness 12mm, including armor ceramics 5mm and kefola 7mm) which are difficult to machine with general superabrasive tools. The surface is smooth and flat with no gaps and chipping. The armored composite board after processing is shown in Figure 1.
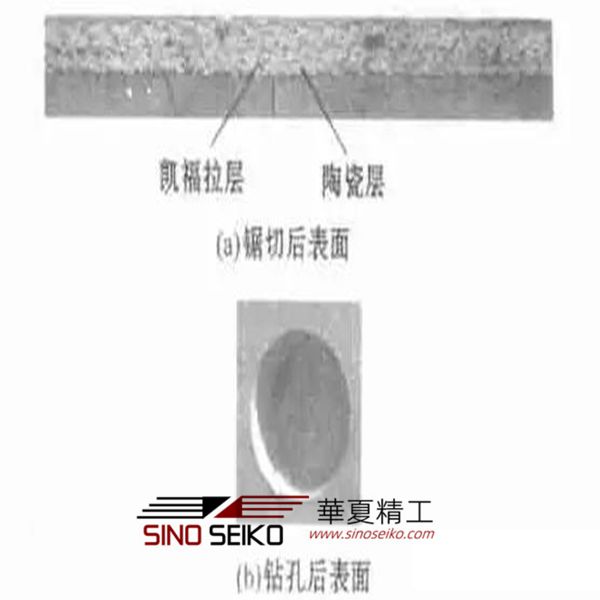
Figure 1 Tank armor composite board after processing
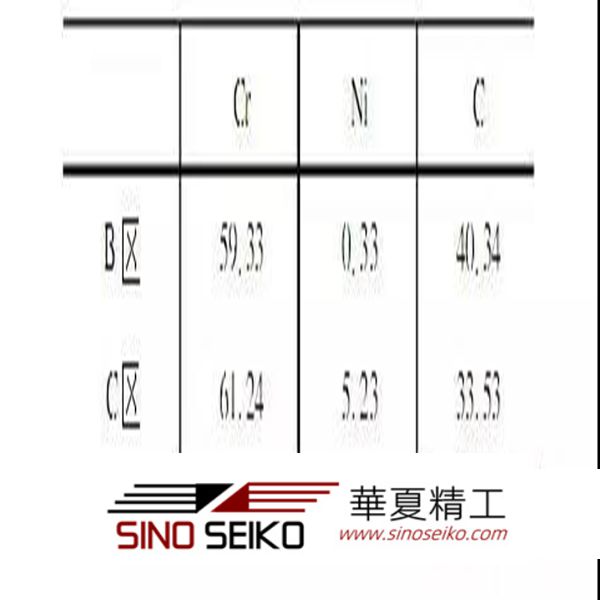
The interface mechanism between the metal bond of the grinding wheel and the abrasive is studied, and how the process can provide the super strong holding force of the metal bond to the abrasive is the basis for expanding its application in the manufacture of various metal bond diamond grinding wheels. In the study of the brazing mechanism of this type of grinding wheel, we not only observed the enrichment of the compound forming elements in the micro-area around the abrasive, but also observed the structure and morphology of the compound transition layer. Fig. 2 is a SEM photograph of the morphology and distribution characteristics of the Ni-Cr alloy brazed diamond abrasive interface. The results of the fixed-point composition analysis of the product are shown in Table 1. There are two types of carbides formed, Cr3C2 in the inner layer and Cr7C3 in the outer layer. Through the two layers of Cr carbides, the diamond forms a chemical metallurgical bond with the Ni-Cr alloy. The Cr3C2 in which the diamond surface is grown in situ has a strong metallurgical bond with the diamond itself and expands the bonding area between the abrasive and the metal, while the meshed Cr7C3 can play a fiber similar to the metal matrix composite between the abrasive and the brazing material. Enhancement. It is because of the high temperature brazing that the carbide transition layer of the structure shown in Fig. 2 can be grown on the diamond interface, and it is possible to increase the bonding strength of the brazed diamond interface to a level that is unattainable by conventional electroplating or sintering processes. .
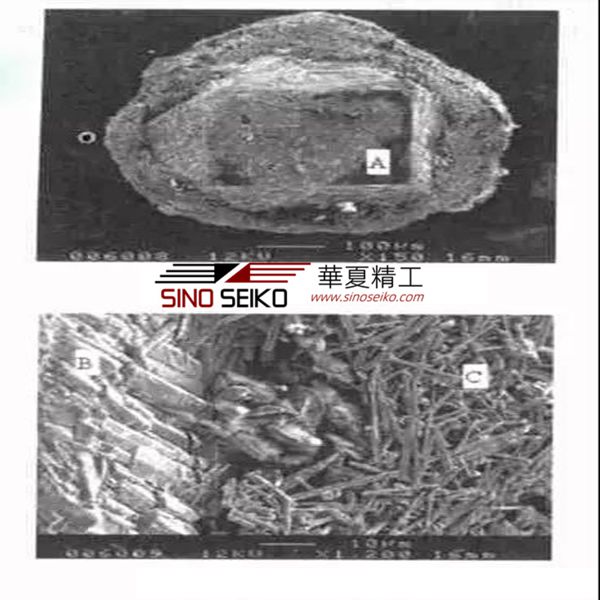
Figure 2 Diamond (SEM) morphology after removal of Ni-Cr alloy
Table 1 Site-specific components (EDS) (at%) in the B and C regions of the diamond topography
4 grinding wheel surface topography optimization
Over the past half century, the accumulated literature on the grinding wheel geomorphology and the modeling and simulation of the grinding process on this basis have been so vast, but there are not many valuable results that can be used to guide production practice. The most fundamental reason is that the grinding wheel topography model, which is the common basis of all these models, is based on the actual measurement of the surface morphology of the specific grinding wheel, while the abrasive distribution of the traditional grinding wheel is disordered during the grinding process. The surface of the grinding wheel does not maintain the same abrasive grain distribution, and its randomness makes the wheel surface model not universally applicable.
Based on the above considerations, we propose to develop an orderly arrangement technique of grinding wheel abrasives, to realize the innovative idea of optimizing the design of the grinding wheel according to the processing requirements and grinding conditions, or to select the grinding conditions according to the processing requirements and the grinding wheel topography. The work has been carried out in two aspects: the theoretical model of the grinding wheel geomorphology optimization design and the grinding wheel manufacturing technology for optimizing the geomorphology.
Firstly, with the minimum grinding energy as the optimization target, the theoretical model of the grinding wheel geomorphology optimization is established based on the surface roughness, the chip space and the average heat flux density of the grinding arc region. The model is analyzed and given. The optimization calculation results of surface topography under different working conditions.
Secondly, the above-mentioned grinding wheel geomorphology optimization design idea is realized on the single-layer brazed diamond grinding wheel, and the optimal spacing of the abrasive is controlled to produce a high-temperature single-layer brazed diamond grinding wheel with excellent abrasive arrangement (see Fig. 3). In the performance comparison test of diamond saw blade processing Sichuan red granite slab (Mohs hardness 7-8, thickness 20mm), the high temperature single-layer brazed diamond saw blade with excellent abrasive arrangement life is unoptimized single layer. The high-temperature brazed diamond saw blade and the multi-layer sintered diamond saw blade are 120% and 87%, and the processing efficiency is 115 times and 419 times, respectively. At present, this technical research has passed the technical appraisal of Jiangsu Province in 2002 and is in the application promotion stage.

Figure 3 Single-layer brazed diamond wheel with abrasive arrangement
Conception of 3 Metal Bonding Diamond Wheel Replacement Products
The above-mentioned various technologies have reached a certain height, and the performance of the metal bond diamond grinding wheel has been improved in practical applications. However, considering the existing technical means at two levels, it can be found that they also have their own defects. .
First of all, the research and development of technical means is limited by the original production process. Although the process of strengthening the metal binder's ability to hold the abrasive by the active element improves the service life of the tool, the active element mainly passes through a pure solid or semi-solid reaction process due to the low sintering temperature and limited sintering time of the conventional sintering process. When it acts with diamond, the reaction is not sufficient, far from the level of bonding strength of the bond and diamond provided by the high temperature brazing technology. Although the high-temperature brazing technology provides unparalleled bonding strength between the bonding agent and diamond and the high sharpness of the grinding wheel, it is limited by the brazing process itself. The current application is limited to the manufacture of single-layer grinding wheels. . Although the service life of this type of high-temperature brazing single-layer diamond grinding wheel is close to the current multi-layer tool and the processing efficiency is greatly improved, since the single-layer abrasive is not replenished by the subsequent abrasive, the service life is further improved.
Secondly, the combination of innovation and technical means of the design concept of the grinding wheel is not enough. It also brings new problems in the performance improvement of the grinding wheel. The pore structure of the porous metal bond diamond grinding wheel reduces the metal bonding dose in the grinding wheel, sacrificing the bonding ability of the bonding agent to the abrasive. Therefore, although the ceramic bonding agent diamond wheel is easy to be repaired and trimmed, the bonding agent controls the abrasive. The lower capacity, which is the main reason for the new grinding wheel prepared according to this design idea, is only suitable for small-load precision grinding. The primary problem in designing the grinding wheel according to the optimization of the landform is to obtain the technical means of orderly arrangement of the abrasives, which still has great difficulties in the manufacture of the multi-layer grinding wheel.
How to draw on the strengths of various technologies and develop newer and replacement products is a problem that has been considered and must be considered in the development of metal bond diamond grinding wheel.
From the characteristics of the prior art, the high-temperature brazing technology can provide the best holding ability for the abrasive; the introduction of the pore structure in the metal bond diamond grinding wheel can improve the trimming performance and provide more space for chipping; Optimized design of the grinding wheel allows the abrasive to have an optimum cutting load, which facilitates the optimization of the grinding process and the prediction of the grinding results. Therefore, research and development of high-temperature brazing technology as a core technology for the manufacture of multi-layer metal bond diamond grinding wheel and combined with the design idea of porous metal bond diamond grinding wheel and grinding wheel geomorphology optimization, is the metal bond diamond An effective way to develop grinding products. It is expected that the remanufactured product developed according to the above concept will have the following characteristics: the advantages of the diamond abrasive can be fully utilized, and the abrasive wears only normal wear without falling off during the heavy-duty high-efficiency grinding process of various difficult-to-machine materials; the sharpness of the grinding wheel is high and the chip is resistant Large space; each abrasive grain has the best cutting load and is easy to optimize grinding parameters and prediction of grinding results.
6 Conclusion
In the research of metal bond diamond grinding wheel manufacturing technology, the concept described in this paper will greatly promote the development of grinding wheel tools, so that the advancement of grinding technology has reached an unprecedented height.
Contact: Sino Seiko
Phone: +8613353772661
Tel: +8613353772661
Email: [email protected]
Add: Zhengzhou, Henan, China